The Story of兆顺纺织品
兆顺纺织品的故事概述为:讲述一家纺织品公司的历史和发展。
兆顺纺织品概述
兆顺纺织品是一家专注于纺织品的研发、生产和销售的企业,以其高品质、多样化的产品赢得了市场的广泛认可,该企业注重环保、科技创新和用户体验,致力于为客户提供优质、舒适的纺织品。
产品特点与优势

- 产品特点:兆顺纺织品的产品种类丰富,包括各种面料、纱线、服装等,其产品具有高品质、高性价比、环保可持续等特点。
- 产品优势:兆顺纺织品在市场上具有较高的知名度和美誉度,其产品深受消费者喜爱,该企业还注重技术创新和研发,不断推出新产品和新服务,以满足客户的需求。
案例分析
环保纺织品生产
近年来,兆顺纺织品积极响应环保理念,采用环保材料和生产工艺,生产出了一系列环保纺织品,这些纺织品不仅具有环保可持续的特点,还具有舒适、透气、耐磨等优点,该公司生产的运动服采用天然纤维面料,既符合环保要求,又具有舒适的运动体验。
科技创新产品
兆顺纺织品注重科技创新和研发,不断推出新产品和新服务,该公司拥有一支专业的研发团队,不断探索新的纺织技术,提高产品的质量和性能,该公司的一款新型抗菌面料,采用了特殊的抗菌技术,可以有效抑制细菌生长,提高产品的卫生性能。

市场表现与前景展望
-
市场表现:兆顺纺织品在市场上具有较高的知名度和美誉度,其产品深受消费者喜爱,该企业在国内外市场上都有着良好的销售业绩,随着人们对环保、健康、舒适等需求的不断提高,兆顺纺织品有望在市场上继续保持领先地位。
-
前景展望:兆顺纺织品将继续秉承“质量第一、客户至上”的原则,不断推出新产品和新服务,以满足客户的需求,该企业还将继续加强技术创新和研发,提高产品的质量和性能,提高市场竞争力,兆顺纺织品还将积极拓展国际市场,提高品牌影响力。
产品展示与说明
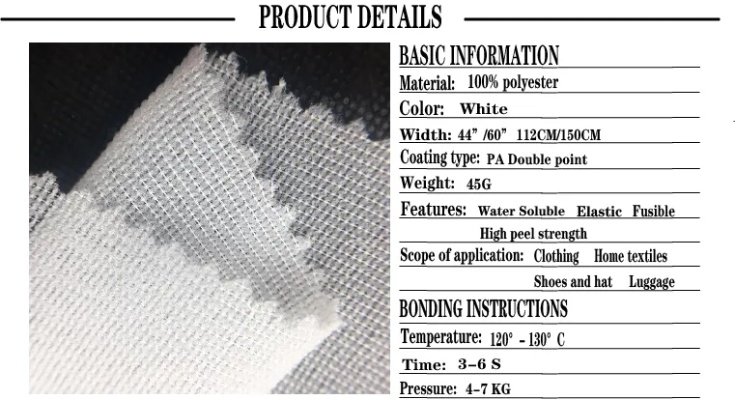
以下是兆顺纺织品的一些主要产品及其特点的英文表格展示:

兆顺纺织品主要产品及其特点
| 产品名称 | 主要特点 | 适用范围 |
|---|---|---|
| 面料系列 | 高品质、环保、可持续 | 各类纺织品 |
| 纱线系列 | 优质、高强度、耐磨 | 服装、织布等 |
| 服装系列 | 舒适、透气、时尚 | 运动服、休闲装等 |
| 案例展示 | 采用环保材料和生产工艺,生产出了一系列环保纺织品 | 国内外市场 |
兆顺纺织品以其高品质、多样化的产品赢得了市场的广泛认可,该企业注重环保、科技创新和用户体验,致力于为客户提供优质、舒适的纺织品,在未来,兆顺纺织品有望在市场上继续保持领先地位,并积极拓展国际市场,提高品牌影响力。
Articles related to the knowledge points of this article:
The Story of Top Textiles:A托普纺织品之旅
The Story of Textile and Fabric Manufacturing in a Textile Plant
The Magic of Golden Olive Textiles
The Journey of Hong Kong Textile Excellence The Story of a Textile Brand