Shanghai Textile Factory Wholesale Market
The Shanghai Textile Factory Wholesale Market is a significant platform for textile and garment products, offering a wide range of fabrics and accessories. The market is renowned for its competitive pricing and high quality products, attracting buyers from both domestic and international markets. With an annual turnover exceeding $2 billion, the Shanghai Textile Factory Wholesale Market plays a crucial role in the global supply chain of textile and apparel industries. The market features over 300 vendors, each offering unique designs and styles that cater to various consumer needs and preferences. The market also provides a comprehensive range of services, such as customization, packaging, and logistics, ensuring that buyers have a seamless experience throughout the purchasing process. The Shanghai Textile Factory Wholesale Market is not only a trading hub but also a cultural exchange venue, fostering collaborations and innovation among vendors, suppliers, and buyers.
Introduction: In the world of global trade, the Shanghai textile factory wholesale market stands out as a hub for the buying and selling of high-quality textile products. From sophisticated fabrics to everyday wearables, this dynamic market caters to a wide range of industries, from fashion brands to home furnishings manufacturers. In this guide, we will explore the intricacies of this market, highlighting its advantages and challenges, as well as offering practical tips for both buyers and sellers.
Advantages:
-
Wide Range of Products: The Shanghai textile factory wholesale market offers a vast array of products, including cotton, polyester, linen, silk, and other natural fiber materials, along with synthetic blends. This diversity ensures that there is something for every taste and style preference among consumers and industry professionals.
-
Competitive Pricing: The market is known for its competitive pricing, which allows buyers to secure quality goods at favorable rates without compromising on quality. Additionally, the market's ability to negotiate prices with suppliers adds an advantage for both buyers and sellers.

-
Convenient Location: Located just a short train ride away from the city center, the Shanghai textile factory wholesale market provides easy access to buyers who need to conduct business in China or around the globe.
-
Growing Industry: The textile industry in China has grown significantly over the past few decades, making Shanghai a prime location for international buyers looking to tap into the local market.
Challenges:
-
High Entry Barriers: For new businesses entering the market, high entry barriers may exist, such as limited access to suppliers or strict regulations governing trade practices.
-
Varied Market Conditions: The market can be unpredictable, influenced by factors like economic conditions, political events, and global supply chain disruptions.
-
Quality Control: While the market offers a wide variety of products, ensuring that all items meet high quality standards can be challenging due to variations in production techniques and materials.
-
International Trade Policies: The complexities of international trade policies can sometimes hinder the movement of goods between China and various countries around the globe, adding another layer of complexity to the market's operations.
Practical Tips for Buyers:
-
Research Local Regulations: Before engaging in any transactions, it's essential to research the local regulations and customs that govern the import process in China. This knowledge will help ensure compliance and avoid potential delays or penalties during the trade process.

-
Build Strong Supply Chains: Building strong relationships with suppliers and ensuring reliable delivery times are critical. Consider investing in logistics solutions that can handle bulk deliveries and ensure timely arrival of goods.
-
Use Professional Advisors: Hiring experienced advisors or agents can provide valuable insights into market trends, legal issues, and best practices. They can also help navigate the complexities of international trade and provide guidance on negotiating contracts and payment terms.
-
Be Open to Innovation: Staying informed about emerging technologies and innovative practices in the industry can give buyers an edge when competing for products and services in the marketplace. Attending trade shows, webinars, and conferences can provide opportunities to learn about the latest trends and innovations in the textile field.
For Sellers:
-
Diversify Product Lines: To stand out in an increasingly crowded market, sellers should diversify their product lines. Offering a range of products that cater to different customer preferences and needs can help attract more buyers.
-
Invest in Branding: Building a strong brand identity is essential for long-term success in the market. Investing in marketing campaigns, creating a website or social media presence, and collaborating with influencers can help increase brand awareness and establish a strong reputation within the industry.
-
Leverage Technology: Utilizing technology can streamline the supply chain and improve efficiency. Automation solutions like AI-powered inventory management and predictive analytics can help sellers stay ahead of the competition and anticipate demand patterns.
-
Build Networks: Creating and maintaining strong relationships with other industry professionals can provide valuable insights into market trends and potential partnerships. Attending trade shows, networking events, and joining industry associations can expand one's network and facilitate collaborations with other businesses.
Conclusion: The Shanghai textile factory wholesale market is a thriving platform for both buyers and sellers looking to explore the vast array of textile products available globally. By understanding the advantages and challenges faced by both parties, as well as implementing practical tips for success, buyers and sellers can leverage this market to achieve their goals and grow their businesses. As the industry continues to evolve, staying adaptive and innovative will be crucial for success in the ever-changing world of global trade.

背景介绍
上海作为国内纺织业的重要城市,纺织厂批发市场一直是供应链的重要环节,随着纺织行业的快速发展,批发市场在满足市场需求、优化资源配置、促进产业升级等方面发挥着越来越重要的作用。
- 市场类型:上海纺织厂批发市场是一个集原料采购、产品批发、信息交流于一体的综合性市场。
- 市场特点:市场规模庞大,品种丰富,涉及面料、纱线、织物等各类纺织品,市场准入门槛相对较低,吸引了众多小型企业和个体户参与。
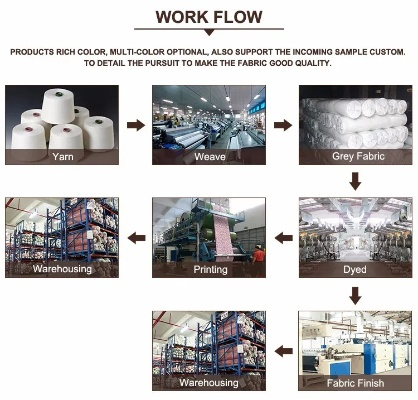
批发流程
- 原料采购:纺织厂在接到订单后,会前往上海纺织厂批发市场采购原料。
- 产品批发:批发商根据订单需求,将采购的原料进行分类、整理,然后进行批量销售。
- 信息交流:市场内设有众多的供应商和经销商,批发商可以通过查看产品信息、价格比较等方式获取最新的市场动态和产品信息。
案例分析
以某上海纺织厂为例,展示其在批发市场中的具体操作和经验。
- 案例背景:该纺织厂主要生产各类纺织品,拥有稳定的客户群体和良好的市场口碑。
- 采购流程:纺织厂在接到订单后,首先会前往当地的纺织厂批发市场进行原料采购,在市场内,批发商可以接触到各种原材料供应商,通过比较价格和质量,选择合适的供应商进行合作。
- 产品批发:该纺织厂的产品种类丰富,质量稳定,批发商在接到订单后,会根据订单需求进行产品分类和整理,然后进行批量销售,批发商还会关注市场动态和产品信息,及时调整销售策略。
- 市场运作:该纺织厂在批发市场中的运作模式灵活多样,可以根据市场需求和自身情况选择不同的合作模式,批发市场还提供了丰富的信息和资源支持,帮助批发商更好地了解市场动态和产品信息。
市场发展趋势
- 市场规模扩大:随着国内纺织业的快速发展,上海纺织厂批发市场的规模不断扩大。
- 供应链优化:批发市场在满足市场需求、优化资源配置、促进产业升级等方面发挥着越来越重要的作用,批发市场将更加注重供应链的优化和升级。
- 电子商务的普及:随着互联网技术的发展,电子商务在批发市场中的应用越来越广泛,批发市场将更加注重电子商务的发展,提高交易效率和服务质量。
上海纺织厂批发市场是一个充满活力和机遇的市场,在未来的发展中,批发市场将继续发挥重要作用,满足市场需求、优化资源配置、促进产业升级,批发市场还将注重供应链的优化和升级,提高交易效率和服务质量。
Articles related to the knowledge points of this article:
The Chemical Treatment in Textile Factory:药膏的使用与案例分析
Strategies for Effective Management in a Textile Factory
A Brief Guide to the Fabrication Process at Shang Li Textile Factory